High-performance consumables engineered for the most demanding UK research environments.
The United Kingdom maintains some of the most stringent regulations globally regarding the transport of hazardous biological materials. As a primary hub for clinical diagnostics, the demand for high-quality Biohazard Specimen Bags has surged, particularly following the evolution of the UK's National Health Service (NHS) logistics framework. Factories supplying the UK market must adhere to the UN3373 standards for Category B substances, ensuring that specimen transport is leak-proof and puncture-resistant.
Exporters targeting the British Isles focus on specialized features such as document pouches, temperature-resistant polymers, and clear hazard labeling that meets the Health and Safety Executive (HSE) guidelines. The integration of QR codes and tracking systems on bags is a growing trend among UK factories to enhance sample traceability across the clinical supply chain.

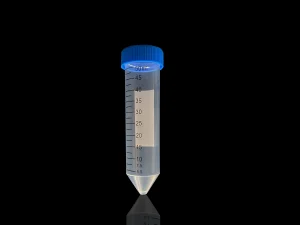
The UK’s "Golden Triangle" – the cluster formed by London, Oxford, and Cambridge – is at the heart of global life sciences innovation. This concentrated hub of biotech firms, academic research institutes, and pharmaceutical giants like AstraZeneca and GSK has created a massive, sustained demand for high-precision centrifuge tubes. In the United Kingdom, these tubes are not merely plastic containers; they are critical components in genomic sequencing, vaccine development, and cell therapy research.
One significant trend in the UK is the shift toward sustainable and eco-friendly laboratory plastics. UK-based laboratories are increasingly seeking suppliers who can provide recyclable PP materials or tubes produced with reduced carbon footprints to meet "Net Zero" clinical targets. Furthermore, the rise of automated liquid handling systems in large-scale UK diagnostic centers means that centrifuge tubes must now feature highly consistent dimensions and automated-readable graduations.
Ningbo Breeze Medical Co., Ltd., founded in 2011, has established itself as a leader in the medical device industry, specializing in the manufacturing of disposable medical consumables and laboratory instruments. Committed to providing the highest quality products, the company has invested in state-of-the-art infrastructure, including a cleanroom, an automatic injection molding workshop, and a support production line that meets the strictest GMP (Good Manufacturing Practice) standards. In addition, the company has set up a Product Quality Testing Center to ensure the reliability and performance of all its products.
Since its inception, Ningbo Breeze Medical has adhered to a business philosophy centered around quality and innovation. The company follows a stringent quality management and control system that complies with international standards, ensuring that its products are reliable and safe for use in various medical applications. As a result, Breeze Medical has earned prestigious certifications such as ISO 9001:2008, ISO 13485:2003, and CE, assuring that its products meet global quality and safety standards.
The company has developed a cutting-edge processing capacity that allows it to manufacture products in large volumes without compromising on quality. Its modern production infrastructure includes advanced equipment that optimizes efficiency and precision in the manufacturing process. Additionally, the company has implemented automated production lines that ensure consistent quality and the ability to meet global market demands.
Scientific research is a key pillar of Breeze Medical’s innovation. The company continuously invests in developing new technologies and products that contribute to improved healthcare. Additionally, it boasts a team of highly skilled technical support engineers who provide 24/7 assistance to address any customer inquiries or needs, ensuring professional and timely service at all times.
Our commitment to the UK and global medical community is backed by:
✅ CE Certification
✅ ISO 13485 Quality Management
✅ ISO 9001 Standards
✅ Free Sales Certificates
Precision-molded laboratory essentials for medical and scientific excellence.