

Available Micro Cryovial Tube 50ml Plastic Cryo Centrifuge 15ml Screw Cap Microcentrifuge Vials
Storage 50ml Plastic Tube Cryo Centrifuge 15ml PP Microcentrifuge Vials with CE Certificate
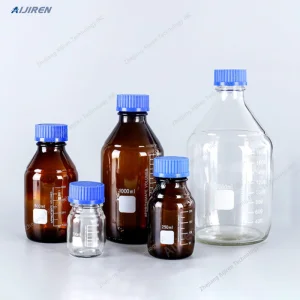
Sample Customization Lab Graduated Borosilicate Glass Chemical Reagent Media Bottle with Screw Cap

New Product Customized Color Gl45 Screw Cap 250ml 500ml 1000ml 2000ml Glass Reagent Bottle



0.5ml Microcentrifuge Tubes Clear Graduated PCR Tubes with Caps Graduated Without Leakage
The global sample vials market is experiencing an unprecedented surge, driven by the expanding pharmaceutical research, clinical diagnostics, and the rise of biotechnology sectors. As a core component of chromatography and liquid handling, sample vials are no longer just "containers"; they are high-precision instruments that ensure data integrity in laboratories worldwide.
In the current industrial landscape, the demand for HPLC/GC vials and cryogenic storage has shifted towards automation-friendly designs. Laboratories in the USA, Europe, and Asia are transitioning to high-throughput screening, requiring manufacturers to produce vials with zero-defect quality and precise dimensions for robotic compatibility.
Manufacturers are exploring biodegradable plastics and recyclable glass to meet global carbon-neutral goals. Reducing the carbon footprint of disposable labware is now a procurement priority for top pharma companies.
Integration of RFID and QR coding directly onto vials for real-time tracking. This eliminates manual labeling errors and streamlines the "Chain of Custody" in clinical trials.
With more sensitive analytical equipment, the industry is moving toward "Certified Clean" vials that guarantee zero chemical leaching, protecting the purity of delicate biological samples.
Procurement officers at international research institutions face a tripartite challenge: Quality Consistency, Supply Chain Resilience, and Cost Optimization. In regions like North America and the EU, strict regulatory compliance (FDA/ISO) is non-negotiable. Meanwhile, emerging markets in Southeast Asia and Latin America are seeking localized distribution and affordable, high-volume consumables.
Ningbo Breeze Medical Co., Ltd., founded in 2011, has established itself as a leader in the medical device industry, specializing in the manufacturing of disposable medical consumables and laboratory instruments. Committed to providing the highest quality products, the company has invested in state-of-the-art infrastructure, including a cleanroom, an automatic injection molding workshop, and a support production line that meets the strictest GMP (Good Manufacturing Practice) standards.
As a premier China Sample Vials Factory, we combine cost-efficiency with uncompromising German-level precision. Our Product Quality Testing Center ensures every batch of 0.5ml to 50ml vials meets the rigorous demands of the global scientific community.

Wholesale Laboratory Test Tube 0.5ml 1.5ml 2ml 5ml 10ml 50ml Microcentrifuge Tube

Transparent Yellow Blue Sing-Use Pipette Tip with Rack/Bag Packaging Filter Pipette Tip
Manufacturer Bacteria Cell Handle Mini Plastic Inoculating Loop with Individual Packaging

Plastic Laboratory Bottles Transparent Pet Reagent Bottles 100/250/500/1000ml

2 Ml Transfer Pipette Suppliers 5ml 100ml Glass Pipette China


The decision to partner with a China Sample Vials Manufacturer like Breeze Medical offers more than just competitive pricing. It provides access to an integrated ecosystem of medical manufacturing. Our Ningbo-based facility leverages local logistics hubs, reducing shipping times and costs for international clients.
Every vial produced in our facility undergoes a multi-stage inspection process. From the initial injection molding of high-clarity polypropylene to the final sterilization (EO or Gamma Radiation), we ensure that our microcentrifuge tubes and cryovials are leak-proof and withstand high RCF (Relative Centrifugal Force) and extreme temperatures (-196°C to +121°C).
Beyond standard sample vials, our expertise extends to specialized laboratory instruments:
In conclusion, Ningbo Breeze Medical Co., Ltd. continues to move forward with a strong focus on quality, innovation, and global expansion. We are not just a supplier; we are a strategic partner for the world's most demanding medical and laboratory sectors. Whether you are looking for wholesale microcentrifuge tubes or customized serological pipettes, our factory is equipped to deliver excellence at scale.