The global market for Deep Well Plates has witnessed unprecedented growth over the last decade. As the backbone of high-throughput screening (HTS) and genomic research, these consumables are no longer mere "plastic trays" but highly engineered instruments of precision. In the modern biotech era, the demand is driven by the rise of Automated Liquid Handling Systems and the necessity for cross-contamination-free environments.
With the surge in personalized medicine and NGS (Next-Generation Sequencing), deep well plates are critical for DNA extraction and library preparation.
Modern factories must adhere strictly to ANSI/SLAS standards ensuring compatibility with robotic arms and KingFisher™ platforms.
Global procurement is shifting towards vertically integrated factories that can offer OEM services while maintaining ISO 13485 compliance.
Staying ahead in the laboratory consumables industry requires more than just production; it requires foresight. Here are the key trends defining the Top 10 Deep Well Plates Factories today:
When selecting a manufacturing partner, expertise and scale are paramount. The following list represents the leaders in the global supply chain, recognized for their innovation and reliability:
The global benchmark for quality. Their Nunc™ and Abgene™ series set the industry standard for chemical resistance and dimensional accuracy.
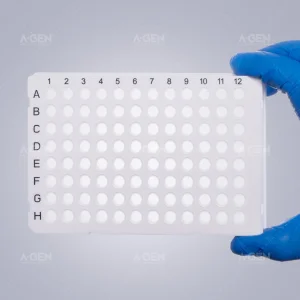
Renowned for precision engineering. Their plates feature high-contrast alphanumeric labeling and optimized well geometry.
Leaders in surface treatment technologies, including TC-treated options for demanding cell culture applications.
A rising powerhouse offering a perfect balance of cost-efficiency and high-end automation compatibility (See details below).
...Including Brand GmbH, Greiner Bio-One, VWR, Simport Scientific, Wheaton, and Sarstedt.

Ningbo Breeze Medical Co., Ltd., founded in 2011, has established itself as a leader in the medical device industry, specializing in the manufacturing of disposable medical consumables and laboratory instruments.
Committed to providing the highest quality products, the company has invested in state-of-the-art infrastructure, including a cleanroom, an automatic injection molding workshop, and a support production line that meets the strictest GMP standards. In addition, the company has set up a Product Quality Testing Center to ensure the reliability and performance of all its products.
Since its inception, we have adhered to a business philosophy centered around quality and innovation. We follow a stringent quality management system that complies with international standards, earning prestigious certifications such as ISO 9001:2008, ISO 13485:2003, and CE.
Used in hospitals for blood sample storage and preparation, ensuring high throughput in pathology labs.
A staple in compound libraries and drug screening where chemical stability is non-negotiable.
Testing for contaminants and genetic markers in large-scale agricultural batches.
Scientific research is the pillar of our innovation. Ningbo Breeze Medical continuously invests in new technologies that contribute to improved healthcare globally. Our flagship automated production lines for vacuum blood collection tubes and multi-well plates ensure consistent quality that meets the expectations of the most demanding global customers. With a team of highly skilled technical support engineers providing 24/7 assistance, we ensure your laboratory workflows are never interrupted.