High-caliber laboratory solutions engineered to global clinical and medical standards.
Founded in 2011, Ningbo Breeze Medical Co., Ltd. has established itself as an industry leader in the medical device sector, specializing in the engineering and manufacturing of high-precision disposable medical consumables and advanced laboratory instruments. In order to sustain the highest parameters of product purity and precision, the company has heavily invested in ultra-modern infrastructure. This includes a state-of-the-art cleanroom, an automatic injection molding workshop, and a robust support production line that conforms stringently to global GMP (Good Manufacturing Practice) standards.
Beyond our mechanical capacity, we have integrated a dedicated Product Quality Testing Center. This facility serves as a core validation node where every batch of medical consumables and lab instrumentation is evaluated against rigorous international benchmarks, ensuring that reliability and performance are never compromised in critical clinical diagnostics or laboratory applications.

Exploring how AI, connectivity, and strict compliance are shaping the modern laboratory weight analysis landscape.
Modern laboratories require data continuity. The integration of IoT capabilities allows analytical balances to upload real-time measurement metrics directly into Laboratory Information Management Systems (LIMS). This eliminates transcription errors and fulfills ALCOA+ data integrity rules required by regulatory bodies.
With clinical assay volumes decreasing, analytical balances must possess sensitivity down to the microgram level. Sensors now feature built-in ambient compensation algorithms to negate the gravitational interference caused by temperature fluctuations, micro-vibrations, and draft currents.
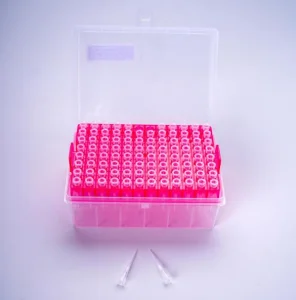
In tandem with high-precision weighing, laboratories are adopting bio-based or fully recyclable polymers for pipette tips, centrifuge tubes, and serological pipettes to reduce carbon footprints without compromising chemical resistance or sterility.

At Ningbo Breeze Medical, we provide comprehensive, contract manufacturing frameworks that bridge the gap between design and high-volume delivery. Our cutting-edge processing capacity allows us to manufacture complex mechanical configurations and medical plastic components in massive volumes without deviating from predefined tolerance envelopes.
Our production floor is optimized with dedicated capital equipment to meet specialized workflow automation requirements:
How Ningbo Breeze Medical optimizes supply chains, ensures cost control, and guarantees biological purity.
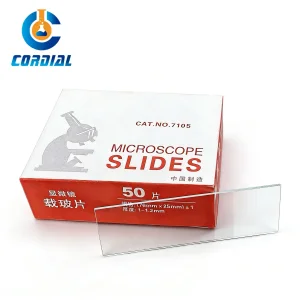
Global research facilities require consumables certified free from DNase, RNase, and pyrogens. Our 100,000-class GMP cleanrooms ensure that pipettes and microcentrifuge tubes maintain sterile integrity from the moment of raw polymer injection to final bulk packaging.
Modern diagnostic tests involving reagents demand ultra-low retention plastic profiles. Our choice of high-grade medical polypropylene (PP) minimizes fluid binding, ensuring that critical samples are transferred with maximum volumetric accuracy.
For distributors of analytical balances, ensuring consistency across manufacturing runs is paramount. Through standardized calibration procedures and extensive environmental stress testing, we ensure that every balance exported functions precisely under varied regional climates.
Connecting high-precision weight metrics with downstream biological liquid handling.
In analytical laboratories, precision weighing and liquid handling do not happen in isolation. They form a continuous workflow. For example, in drug formulation or chemical research, a dry compound is first measured using an Analytical Balance, then dissolved in high-purity solvents, and finally aliquoted using sterile serological pipettes or low-retention microcentrifuge tubes. Any discrepancy at either end of this pipeline compromises the assay validity.
Ningbo Breeze Medical bridges this gap by acting as a comprehensive supplier of both ends. Our automated production systems output highly standardized laboratory consumables, meaning that the physical mass calculated on an analytical balance correlates perfectly with the liquid volumes transferred via our graduated serological pipettes. By sourcing both categories of laboratory equipment from a single certified factory, global procurers can ensure consistent quality standards, lower logistics costs, and seamless compatibility.
Our business philosophy is deeply centered around quality and innovation. Ningbo Breeze Medical has implemented a stringent quality management and control system that strictly complies with leading international standards, ensuring that all products are reliable and safe for diverse clinical and scientific setups.
Our production facilities and workflows hold critical global credentials:
Additionally, scientific research is a key pillar of Breeze Medical’s innovation roadmap. We boast a team of highly skilled technical support engineers who provide 24/7 assistance, guaranteeing that international buyers receive rapid responses to setup configurations, material safety data requests, and bulk order updates.
To ensure that our partners encounter zero entry barriers in their local markets, we assist with all documentation requirements. From detailing chemical stability index profiles of our PP microcentrifuge tubes to providing calibrated weight profiles for our laboratory weighing mechanisms, we offer complete transparency.
Our 24/7 Technical Support team acts as a secondary verification point, bridging engineering questions directly with our production facility in Ningbo.
Envisioning the next decade of precision measurement and clinical consumables engineering.
We are currently conducting research on bio-based polymers to reduce petrochemical dependencies. These materials will offer identical thermal resistance, autoclavability, and surface-inertness profiles to standard medical PP.
Our development pipeline includes the optimization of modular weighing cells designed specifically to fit automated pipetting robots, enabling simultaneous weighing and liquid dispensing systems.
We aim to launch a completely integrated hardware/software platform that syncs our mechanical analytical systems, liquid transfer devices, and specimen transport containers into one secure data flow.
Expert technical insights to assist global procurement managers in making informed sourcing decisions.
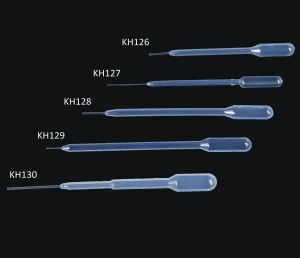
High-grade transfer pipettes, biological culture vessels, and medical grade specimen transport items.